项目三 土工布固定与防水板铺挂
知识目标:
1.掌握隧道地下水的流程;
2.掌握隧道防水层的施工工艺流程。
能力目标:
1.具备防水层施工“工、料、机”准备的内容;
2.具备确定隧道防水措施;
3.初步具备组织现场隧道防水施工的能力。
一、知识链接
防排水原则:隧道防排水遵循“防、排、截、堵相结合,因地制宜,综合治理”的原则。
二、实训使用仪器设备
仪器设备:自动爬行热合焊机、射钉枪、塑料垫圈、φ3.3- 42射钉、热风焊机、平头烙铁、5m卷尺。

图1-8热合焊机

图1-9塑料垫片

图1-10射钉枪

图1-11φ3.3- 42射钉

图1-12气密性检测仪

图1-14平头烙铁
三、仪器原理与使用方法
1.自动爬行热合焊机
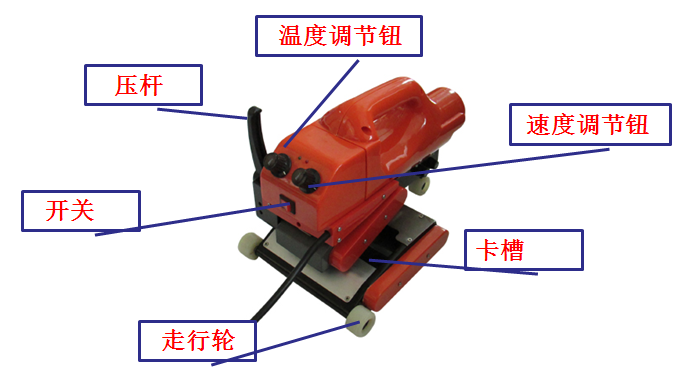
图1-15自动爬行热合焊机结构图
使用方法:
(1)用户须选用不得小于10A的三芯电源线和三插插座,确认外线已接好,将隧道爬焊机压杆手柄压下,使压轮处于分离状态后,插上电源插头。
(2)焊接温度的判断:对透明的PE材料,可直接观察,焊痕平整并带有透明玻璃状,表明速度和温度合适;焊痕出现严重破折,表明温度过高或速度偏慢;如焊痕不透明并带有白色状,表明温度偏低或速度偏快,对于不透明材料,,观察其有无明显的焊接痕迹,也可等其全部冷却后进行抗拉测试。
(3)将需焊接的材料边缘修整平直,面朝前方,左下、右上重叠,搭接宽度100mm。
(4)在确定好温度和速度后,将需焊接的材料插入两压轮间,使机身与母材边缘平行,将压杆手柄合上即可自行焊接.一般情况下,操作人员只需观察其焊痕与母材边缘有无偏差,并及时作小范围内纠正。
(5)在材料焊到尽头时,及时将压杆手柄压下,使上、下压轮处于分离状态,以免时间过长,烧坏胶轮。
(6)由于热惰性的原因,在焊接过程中,如出现温度过高或过低,可在小范围内调整速度来弥补温度的偏差。
(7)由于不锈钢的导热性比铜稍差,在使用不锈钢热楔焊接时,速度不宜太快。
(8)已焊好的材料与另一材料成“T”型搭接焊接方法,将贴热楔一面的搭头紧靠焊痕斜着切除长度约100mm。
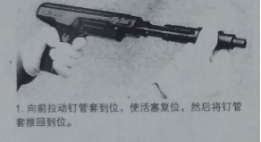
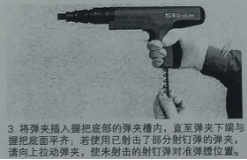
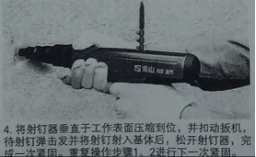
2.射钉枪
使用方法:

3.平头电烙铁
使用方法:
(1)平头烙铁在使用过程中,高温时不得随意拧动烙铁,防止撕裂防水卷材。
(2)不得任意敲击烙铁,以免缩短使用寿命。
(3)不得将烙铁放置在潮湿环境之中,以免受潮漏电。
4.热风焊枪
使用方法:
(1)开机前先将调温旋钮反时针旋到位,通电后根据焊接需要,逐步调高,达到焊接所需的理想温度。
(2)停机前将调温旋钮返回起始位置,让冷风带走瓷芯热量,以防烧坏瓷芯。
四、注意事项
(1)操作时戴防护手套,穿工装,高处作业时要求系好安全带。
(2)射钉枪使用时切勿用手压缩枪管,切勿将射钉器对准自己及他人,使用者要使用防护罩戴好保护眼镜。
(3)热风焊枪使用时手勿触及金属枪筒以免烫伤。
五、施工工艺
1.基面处理:喷射混凝土表面应平整矢弦比拱部不超过1/8,边墙不超过1/6。将基面外露的钢筋头、铁丝、锚杆头等尖锐物切除。
2.土工布的铺设:土工布的搭接宽度50mm,射钉垫圈间距拱部0.8m,边墙1.0m,垫圈矩形或梅花形布置。土工布的松紧度要留有余量,松弛系数1.1~1.2。
3.防水板的铺设:防水板采用环向无钉铺设,搭接宽度不小于10cm,采用双缝焊接,焊缝宽度1cm,两条焊缝间留1.5cm的空腔用于充气检查。
4.质量检查,充气保证0.25Mpa的气压保持15分钟,说明焊缝合格。